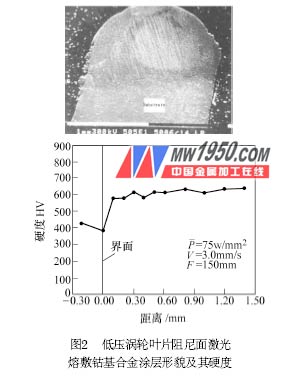
I. Overview The characteristics of laser cladding (welding) technology are: accurate control of heat input, high welding speed, fast cooling speed, small thermal distortion, good controllability of thickness, composition and dilution rate, and excellent organization and superior performance. Stacking a weld layer can save high performance materials. In addition, it can achieve high performance (wear, high temperature, corrosion resistance, etc.) surfacing layer on common materials, and the laser processing is non-contact processing, no machining inertia, and the welding parameters are determined, the welding quality is easy to guarantee, welding High reliability, it is easy to achieve automation, in line with the development trend of modern production, and is superior to traditional surfacing and thermal spraying processes in terms of economy and coating quality. Laser cladding (welding) technology can be used to locally strengthen the surface of high temperature alloys, titanium alloys, magnesium alloys and alloy steel parts, repair worn surfaces of parts, eliminate casting defects of parts, and heal early hot cracks caused by service parts. At present, the world's developed countries have widely applied laser processing technology to the manufacture and repair of aero engines. In China, since 1999, laser cladding technology has been applied to aero-engine production. At that time, it mainly solved the problem of short tip length of aero-engine turbine rotor blade tip. After more than ten years of development, laser cladding technology has been used in Strengthening and repairing various aero-engine blades and components. 2. Laser cladding (welding) of nickel-based superalloys Nickel-based superalloys are widely used in aerospace engines. As the content of Al and Ti increases, the volume fraction of secondary strengthening phase Ni3(Al,Ti) increases, and the high-temperature strength of the alloy increases. Modern high-performance aero-engine turbine blades, guides and other hot end components are made of high Al + Ti nickel-based superalloys such as Rene125, DZ22, DZ125, ЖС6 У, K24 and K418. These high-temperature alloy parts are manufactured with excellent high-temperature resistant alloy materials and advanced casting molding processes, which are costly and costly. However, these components are subjected to high temperature, high pressure and corrosive gas during service, and various early damages often occur, seriously affecting the safety and performance of the engine. It is extremely attractive to renovate parts that have been scrapped due to early damage. However, high Al + Ti nickel-based superalloys have high thermal crack sensitivity due to the large amount of Ni 3 (Al , Ti) phase, and are prone to solidification cracks, grain boundary liquefaction cracks and strain aging cracks during welding and post-welding. This brings great difficulties to fusion welding. For more than ten years, the laser surface modification laboratory of the Institute of Metal Research of the Chinese Academy of Sciences has carried out more basic experimental research and engineering applications in the laser deposition of superalloys with the support of national key military projects. Tests show that laser welding and welding of high Al + Ti nickel-based superalloys is a highly technical repair system project involving heat treatment and surface treatment before and after laser irradiation, and control of irradiation and radiation by laser beam energy. Ways, surface pre-coating materials and filling materials, oxidation protection and substrate temperature control as well as inspection performance evaluation of repair quality. Some non-weld parts are repaired by local welding to change the process. Many national invention patents for laser welding and welding technology have solved many major key problems in the development, production and repair of new aviation engines and imported aerospace engines in China. In this paper, as the purpose of throwing bricks and jade, the following main laser welding applications are listed: 1. Laser profile casting and length repair of blade tips Aeroengine high-pressure turbine Class I blades, under high-temperature and high-speed working conditions, thermal expansion elongation and turbulent vibration, as well as ash deposition on the outer seal ring, etc., cause contact wear between the blade and the seal ring, resulting in blade tip Grinding is short. According to calculations, the tip of the blade is slightly shorter by 0.1 mm and the temperature of the gas is increased by 10 °C. The blade tip of a new high-ratio engine verification machine is ground by a short distance of 0.7 to 1.2 mm, and the temperature rises to about 100 °C, thereby causing thermal damage to the blade and its hot end parts, and the engine's dynamic performance is degraded. Replacing new blades is not only expensive but also difficult to obtain in time. The laser profile welding technique can be used to lengthen the short blade tip. Figure 1 is a schematic diagram of the laser profiling of the blade. 2. Laser coating reinforcement and repair of the crown damping surface of the blade Under the conditions of high temperature gas and high speed rotating operation, the interlocking surface of the aero-engine with crown rotor blades will cause severe high temperature corrosion and fretting wear, which will cause serious loosening of the originally assembled blades, thus causing gas oil leakage and blades. The oscillating motion causes the blade root to be subjected to a large torsional stress to fracture, for which the blade interlocking surface must be reinforced with an anti-corrosion and anti-wear coating. The use of laser-welded rare earth modified cobalt-based alloy powder can achieve damping surface reinforcement and recovery of the damping surface configuration. Figure 2 shows the typical morphology and microhardness distribution of a laser-coated cobalt-based coating on the damping surface of a low-pressure turbine blade. Next page 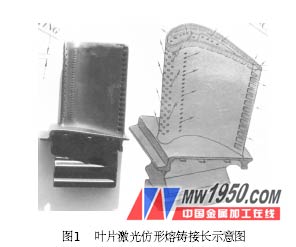
Many technical problems have been successfully solved by laser profiling and casting technology. For example, the short-running high-pressure primary blade is extended by 2 to 3 mm, which ensures timely completion of the national major project smoothly test; the T700 Black Hawk fighter first-stage rotor blade tip ablation zone deformation is repaired; the Navy's active WPX The first-to-secondary and WPX secondary turbine blade ends are 0. 6mm long and have been flying for more than 200h. Up to now, batch length repair has been implemented.