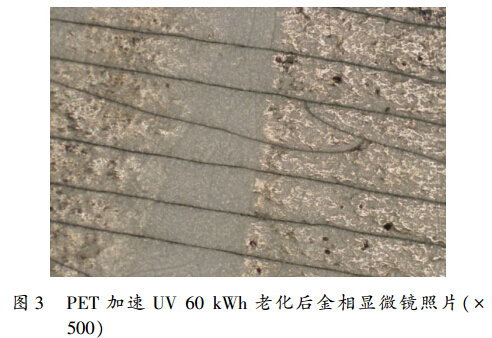
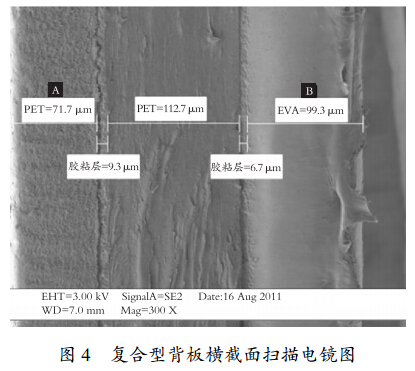
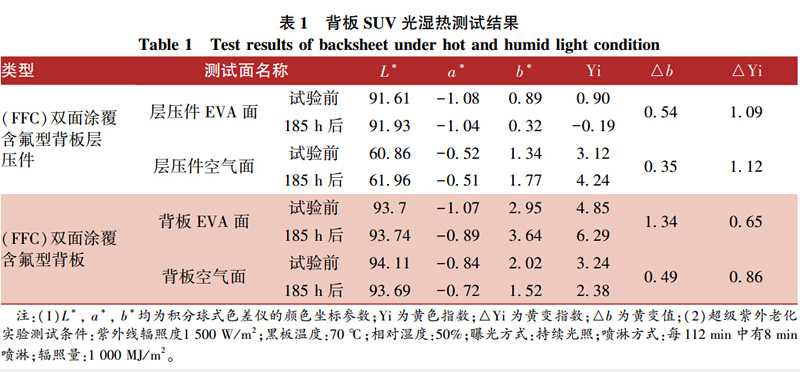
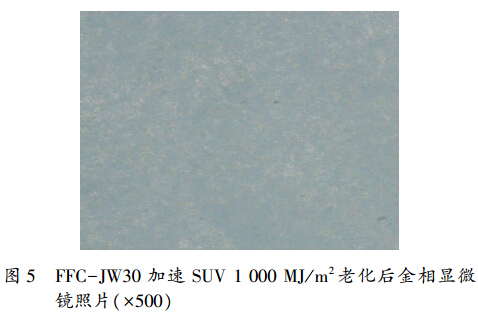
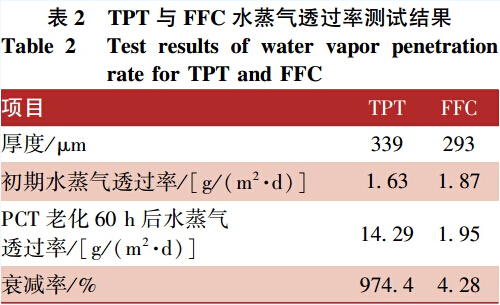
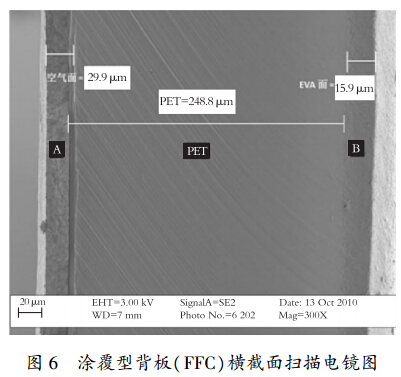
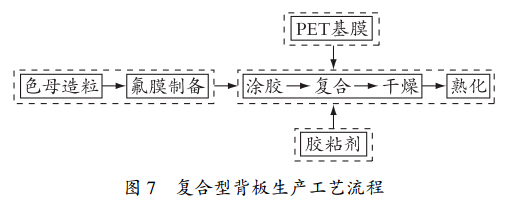
Abstract: The backplane is an important component of PV modules. This study focuses on the development process, advantages and disadvantages of different types of backplanes, different backplane production technologies, and the introduction of different types of backplane technology, production, and comprehensive environmental testing. The comparison, key points of back-sheet testing technology and the key that may be improved in the future, comprehensive comparison show that the medium-level surface-energy PTFE solar cell double-sided fluorine-coated backplane technology (FFC) and its products have obvious advantages, and double-sided fluorine coating technology Has developed into a mainstream technology for solar battery backplanes. The requirements for the development of fluoropolymer resins and coatings that meet the requirements for complex applications of photovoltaic modules have been proposed for solar photovoltaic applications. It is believed that the functionalization and platformization of backplanes coated with fluorine-based solar cells will be the mainstream trend for future development of components and backplanes. . The solar photovoltaic module is mainly composed of a glass cover plate, an ethylene-vinyl acetate copolymer (EVA), a battery sheet, a backplane, a junction box, and a frame. Since the back plate supports and protects the battery sheet, and the back plate serves as a packaging material that directly contacts with the outside environment in a large area, its performance directly determines the power generation efficiency and service life of the photovoltaic module, and the back plate must have excellent insulation properties. , vapor barrier properties and weather resistance, etc., so the progress of backplane production and testing technology is very important for solar photovoltaic components. 1 backplane type The existing backsheet mainly uses polyethylene terephthalate (PET) as a substrate, and a functional fluorine material is compounded or coated on one or both sides of the backsheet, so that the backsheet has good barrier and weather resistance. And insulation performance, different types of backplanes vary widely in their functionality, so the choice of a reasonable price, excellent performance of the backplane for component manufacturers to produce qualified, high-performance solar photovoltaic modules is particularly critical. Figure 1 shows the trend of application changes in different types of backplanes. As can be seen from Figure 1, with the development of solar cell backsheet technology, the ratio of fluorine-containing backsheets and non-fluorine backsheets was 8:2 in 2013 and is expected to reach 9:1 in 2014. In the fluorine material, since the fluorine element has large electronegativity, the bond energy between the carbon-fluorine bond is very strong, and the molecular arrangement of the fluorine material structure is tight, rigid, and smooth, so that the fluorine material exhibits excellent weather resistance, heat resistance, and temperature resistance. And chemical resistance and other properties, to meet the long-term use of the components in the outdoor requirements. Therefore, fluorine material is one of the important supporting materials in the backsheet on the current market. 1,1 fluorine composite backplane The fluorine-containing composite backsheet now consists of four types of TPT, KPK, TPE and KPE. Among them, T refers to DuPont's polyvinyl fluoride (PVF) film, P refers to PET substrate, K is polyvinylidene fluoride (PVDF) film, and E is EVA. The fluorine-containing composite backsheet is a single-sided (TPE and KPE) or double-sided (TPT and KPK) composite fluorine film on the backplane and belongs to the first generation backplane. Due to cost pressure, after 2008, the inner layers of TPT and KPK are replaced with non-fluorinated materials such as polyethylene (PE)/EVA to make a single-sided fluorine-containing film backplane called TPE and KPE. This type of backplane receives light. The surface is fluorine-free and replaced with other olefin polymers or materials such as PE and EVA. However, these materials are easily decomposed in the UV environment during use. The backing of the module is subjected to accelerated UV aging and passed through a metallographic microscope. It was observed that KPE/TPE inner layer E layer (E is EVA layer) has obvious micro-cracking (Figure 2), and the module backsheet quickly appears yellowing, embrittlement and other aging phenomena, seriously affecting the long-term power generation efficiency of the module, although One-sided fluorine-containing backplanes have cost advantages, but due to their inherent drawbacks, it is difficult to meet the long-term use requirements for component packaging. In addition, double-sided composite backsheets are expensive to manufacture because of their fluorine films, and are still monopolized by a few foreign companies, and both single-sided and double-sided fluorine-containing laminates have lamination between the laminates and PET substrates or EVA. The knot problem, between the laminated film and PET is achieved through adhesive bonding, due to the adhesive and PET and PVF (or PVDF) between the infiltration of different, and the current adhesive curing is through the whole coil curing method, there is a large uncertainty Sex, therefore, the long-term use of the risk of stratification is greater, affecting the long-term reliability of components. Therefore, composite backplane technology is being replaced by other new technologies. 1.2 does not contain fluorine backplane Due to cost pressure, back-sheet materials appeared in 2011-2013 to strengthen PET to replace the back sheet of TPE/KPE outer layer weather-resistant fluorine film. Reinforced PET uses PET surface modification, additive additives, or other modification methods to improve the UV resistance of PET. However, because PET contains a large number of ester groups in the molecular chain, its direct contact with water is likely to cause water plasticization, resulting in PET. Degradation of the molecular chain, while PET in the direct application of crystallinity will increase, making the material brittle, impact resistance. In addition, under the humidity environment, the decomposition of PET is more rapid and the physical and mechanical properties are drastically reduced due to the increase in temperature, ultraviolet radiation, and thermal cycling. Therefore, based on the defects of the PET material itself, the non-fluorine back sheet cannot meet the application requirements of the components in a complex natural environment. The test sample PET was irradiated with a super-ultraviolet (SUV) xenon lamp at a temperature of 65° C. and a relative humidity of 65% for 60 KWH, and photographs were taken with a 500-fold metallographic microscope. The results are shown in FIG. 3 . As can be seen from Fig. 3, the surface of PET is severely cracked. This type of backplane composite technology uses PET and PET composites and PET and PE/EVA composites. It belongs to the two types of rigid-rigid composites and rigid-flexible composites. The defects formed at the interface are greater than the single rigid-flexible composite method. Figure 4 is a cross-sectional scanning electron microscope image of the composite backplane with the outermost PET surface corresponding to the air surface. It can be clearly seen from Fig. 4 that the rigid-rigid composite interface defects of PET and PET composites are significantly larger than the rigid-flexible composite interface of PET and PE/EVA composites. Therefore, there is a greater risk of long-term reliability of this type of backplane. 1.3 Fluoride-coating Back Sheet In order to solve the cost pressure of double-sided fluorine-containing backsheets while avoiding the inherent defects of single-sided fluorine-containing backsheets, many backsheet manufacturers have started to produce composite fluorine films in recent years and the other side has applied fluorine-based coatings for overcoating. Backsheet, such as TFB structural backsheet (5 layers of composite material consisting of DuPont Tedlar PVF film, adhesive layer, PET substrate layer, plasma chemical bonding layer, and fluorine-containing adhesive protective layer from the air surface to the bonding surface) And KFB structure backplane (with TFB structure backplane, air face protection layer is PVDF fluorine film), this type of backplane caters to the customer's habit of traditional double-sided fluorine membrane backplane, and compared with the traditional TPT backplane With a clear price advantage, it belongs to the 1.5th generation backplane. 1.4 Fluoride-coated backplane The double-sided fluorine-containing coating type back sheet is one of the main types of back sheets to be used in the future, and belongs to the second generation of back sheet technology. It mainly uses a fluorine-containing coating on both sides of PET to realize the function of the back sheet. In this study, a breakthrough in the production of this type of backplane (FFC) was achieved through membrane-integration technology. The results of comparison with the optical, thermal and thermal properties of conventional backplanes are shown in Table 1. Table 1 shows the relevant yellowing parameters of the laminates (ie, the backplane, EVA, glass at 150° C., and 20 min after hot pressing by a laminator). It can be seen from Table 1 that in the SUV1000MJ/M2 anti-UV aging test, the double-sided fluorine-coated backsheet and its laminate made by FFC technology have a small yellowing index and no obvious yellowing; the metallographic microscope picture shows the FFC. No microcracks appear on the surface (see Figure 5). Table 2 shows the water vapour permeability test results after pressure cooker cooking test (PCT aging test) of TPT and FFC. As can be seen from Table 2, the water vapor transmission rate of the FFC after the PCT aging test was low, and the water vapor transmission rate increased from 1.87 g/(M2·d) at the initial stage to 1.95 g/(M2·d) at the initial stage, increasing the water vapor transmission rate. The amplitude is small, and the water vapor transmission rate of TPT increases from the initial 1.33 g/(M2·d) to 14.29 g/(M2·d), the increase is very large, the decay rate reaches 974.4%, and the TPT performance decreases significantly. The main reason is that the PET substrate material used by most companies is poor in hydrolysis resistance. After 60 hours aging in the PCT, the PET substrate is hydrolyzed and the backsheet is embrittled, resulting in a very severe degradation of the water vapor barrier properties. This study uses special process technologies. PET substrates with strong hydrolysis resistance have excellent water vapor barrier properties. This research FFC double-sided coating technology is the use of plasma technology for the activation of PET, double-sided coating FFC coating, to achieve the integration of FFC coating and PET substrate, through the chemical method to solve the physical interface problems. In addition, plasma chemical grafting of the fluorine-containing coating forms a covalent bond, which solves the long-term adhesion problem between the backsheet and the EVA. Scanning electron microscopy analysis of FFC backplane cross-section results are shown in Figure 6. Both A and B in the figure are fluorine coated layers and the middle layer is a PET layer. As can be seen from FIG. 6 , there is no obvious boundary between PET and coating, which solves the problem of the traditional sandwich “sandwich†structure, reduces the cost, improves the bonding strength between the backboard and the EVA, and has obvious technical advantages. At the same time, in order to further verify the technical advantages of FFC products, the FFC coated fluoroplastic back sheet and other types of coated back sheets were respectively subjected to PCT 48h, boiling water boiling for 100h and double 85/2000h (that is, Xenon lamp weather aging box test parameter was 85 °C temperature, 85% relative humidity, xenon lamp life 2000h) test, adhesion test results show FFC fluoride technology backplane product adhesion are 0, and EVA, silicone bond retention rate is greater than 80%, obviously superior For composite technology type products. Therefore, the double-sided fluorine coating technology as the second generation technology of the backplane not only satisfies the requirements of the environment on the double-sided weather resistance of the backplane, but also solves the defect that the traditional backboard depends on the adhesive and thus causes the performance of the shortboard, and is reliable in long-term use. With a great advantage in nature, the coating technology as a backplane functionalized technology platform is more conducive to the accelerated development of new functionalized backplanes. 1.5 conductive backplane The conductive backplane is a new type of backsheet that will be developed in the future. The main purpose is to meet the requirement that solar cells transfer positive and negative electrodes to the back of the cell to form a back contact cell [metal layer perforated silicon solar cell (MWT), emitter surround A conductive backplane developed by punching through silicon solar cells (EWT) and staggered panels in contact with solar cells (IBC) improves the power generation efficiency of the module. This type of backplane contains conductive metal foils, and requires laser etching or chemical etching of the metal foils. The process is complicated, the production efficiency is low, and the cost is high. The existing technology cannot solve these problems fundamentally. This type of backplane also has At the stage of research, development, and trial production, it does not have a clear competitive advantage in the market and requires further technological breakthroughs. 2 backplane production technology The production technologies of various types of backplanes mainly include composite technology, coating technology, and melt co-extrusion technology. Currently, the main technologies are composite technology and coating technology. 2.1 Composite Technology The composite backboard production technology mainly applies glue on the PET substrate, evaporates the baking solvent, and then combines the fluorine film and the PET through an adhesive, and then matures for 3-5 days to obtain a composite backplane. Figure 7. Currently, the bottleneck encountered by composite backsheet manufacturers is fluorine film, PET, adhesives and other materials. The space for independent research and development is limited, and the composite technology manufacturing process is relatively complex, with long process cycle, low yield and high energy consumption. Traditional backplanes are physically bonded to each interface. The main materials such as PVF and PVDF are monopolized by foreign companies; the current localization rate of fluorine membranes is low and the quality level is low, which limits the development of composite backplane technology. . 2.2FFC coating technology Suzhou Zhonglai Co., Ltd., as a representative enterprise for the research and development of coating type backplane production technology, performed plasma etching activation on both sides of the PET, and then coated the fluorine-containing paint, and achieved the adhesive through microwave curing and plasma grafting process. Membrane integration improves the bonding strength between the backplane and the EVA to make a coated backplane. The process flow is shown in Figure 8. The production technology is characterized by the absence of glue, on-line fluorine film, chemical bonding of the film and PET, non-stratification of film adhesive, high yield, and high cost performance. 3 backplane testing technology How to ensure that solar cell modules operate efficiently and stably outdoors, with the exception that the module itself is tested based on the standards of the International Electrotechnical Commission (IEC), the backplane is an important protection and support material for the battery, and its aging has an important impact on the performance of the module. Therefore, in recent years, a large amount of research has been done on the IEC, national standards, and benchmarking standards for backplanes and targeted test methods, and approval drafts and drafts for related standards and methods have been formed. The backplane test technology has a feedback effect on the quality of the backplane, and guides and improves the backplane related R&D and production technologies. Therefore, the progress of the backplane test technology and the test level are very important for improving the backplane quality and component quality. The significance. The requirements for the existing backplane test technology are based on the possible influencing factors of the component failure, and are determined based on the IEC standards of the components and the relevant national standards, standards and differentiating environmental suitability. How to quickly, efficiently, and accurately test the insulation, weatherability, safety, and reliability of backplanes is very important for backplane manufacturers and component manufacturers. Currently, it mainly includes adhesion between layers, bonding strength with EVA, and impact. Through-voltage strength, partial discharge voltage, water vapor transmission rate, boiling water resistance, heat and humidity aging resistance, UV resistance, frost resistance, thermal cycling, acid resistance, alkali resistance and salt spray resistance 27 test items and their combination test sequences . According to the failure of the components and possible use occasions, the future backplane testing technology will be extended to a wider range of areas, especially in the context of various differentiated complex environments for backplane, component performance and power generation efficiency. Therefore, development of double-sided fluorine-coated backplanes for solar photovoltaic applications with power, power generation efficiency-increasing functionality, weatherability, flame retardancy, and long-term reliability is a new topic that solar backsheet manufacturers need to study and pay attention to. The development of its new fluororesin and fluorine coatings has not only promoted the improvement of backplane technology and quality, but also made the backplane one of the important platforms for component functionality, providing technical support for differentiated component systems. 4 Conclusion With the continuous development of China's solar energy industry, photovoltaic modules and related industries are also developing at a high speed. The backplane has developed from the single function of traditional one-generation technology to the multi-functional and platform-based development of second-generation and third-generation backplane technologies. The board technology has also been transferred from abroad to the domestic market. After technical and practical verification, the use of double-sided fluorine-containing backsheets with PET as the substrate as an important material for solar cell protection and support will continue to be the mainstream and continue to be applied. How is the solar battery backplane industry? The innovative application of fluorine materials requires continued research into the following issues. (1) The backplane has stepped into the era of fluorine coating, and research on the process improvement and optimization of fluorine-containing coating technology. (2) In the case of 5 typical climate conditions, such as high UV-heating and heat-combination conditions, the optimization of the aging resistance of fluorine-based power generation components is studied. (3) Elimination of interfacial problems between fluorine materials and different materials. (4) Study on the improvement of flame retardancy and barrier property of fluorine materials. (5) Develop fluororesin and fluorine coatings that are suitable for the requirements of solar photovoltaic applications, and give more functionalization. In short, with the continuous expansion and optimization of the technology platform for solar battery backplane materials, the largest area on the backside of the solar battery backplane will also play a significant role. Innovative applications of fluorine materials, multi-functionalization of backplanes, and how to improve backsheet production and testing technologies will be important topics for future research and development. (The source of this article is "Coating Industry", authors from Suzhou Zhonglai Photovoltaic New Materials Co., Ltd.: Xia Wenjin, Tang Deng, Zhang Bo, Zhang Yuzheng, Lin Jianwei) Measuring Tape MID certification; ISO9001 certification; 10M Measuring Tape,Printed Flagging Measuring Tape,Metal Tape Measure,Self Locking Steel Tape Measure Oukelong Tools Co.,Ltd , https://www.oukelongtape.com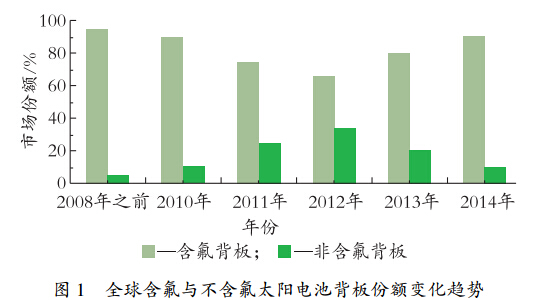


1. Measuring tape Case: First-grade new ABS plastics: Bright, odorless.
2. Graduation: British-metric; metric; British; Luban etc.
3.Measuring tape Blade: steel,white and yellow colors,matt and shiny or chromed
4. Hook: Magnetic or common (it depends on custom request) the hook is flexible
5. Rivets: 3or 2 rivets hook reduces risk of breakage; the rivet can be fastened to a proper position
6. Belt: The belt is made with Nylon for more handy and durable
7. Measuring tape Size: 1m/3ft-10m/33ft
Free Samples
We will offer you free sample within 5 working days after your comfirmation of details and invoice.
Quality Guarantee
We will check the products strictly one by one before arranging the shippment.
Price Discount
We will give discount to the long term business partners or the big order.
Customized Service
We can offer the OEM service based on clients' requirements such as the color,label or the package,etc.
Measuring Tape
*Impact resistant rubberized case;
*Heat-treated spring provides long life and smooth blade rewind;
*Strong belt clip